 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English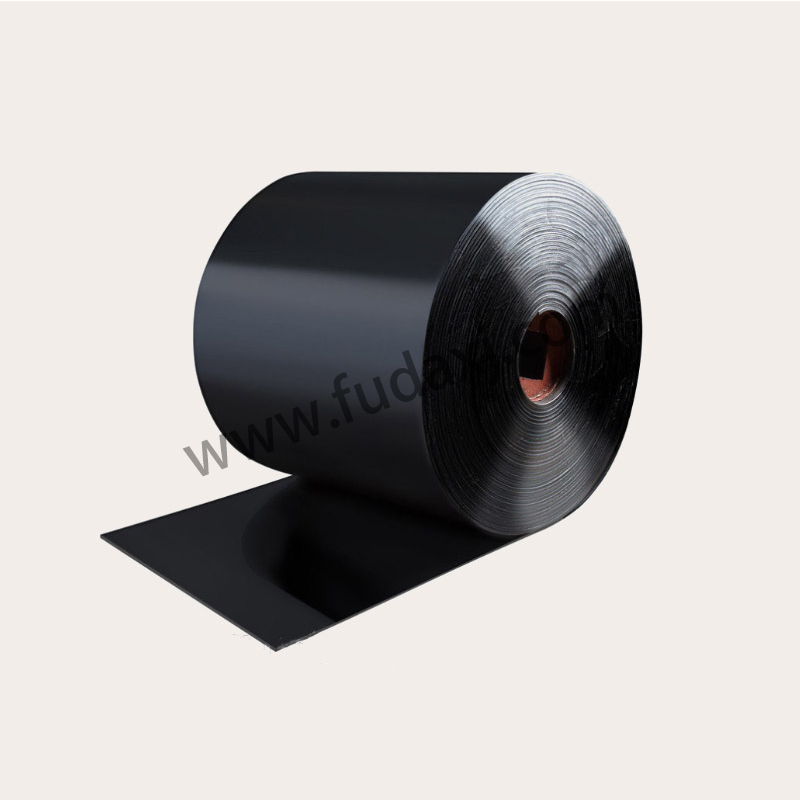
Fire resistant conveyor belts offer several advantages over regular conveyor belts in industries where there is a risk of fire or explosion. Some of these advantages include:
Safety: Fire resistant conveyor belts are designed to prevent or delay the spread of fire, providing additional safety measures in case of a fire outbreak. This helps to protect workers and assets, and minimize the risk of injury or loss of life.
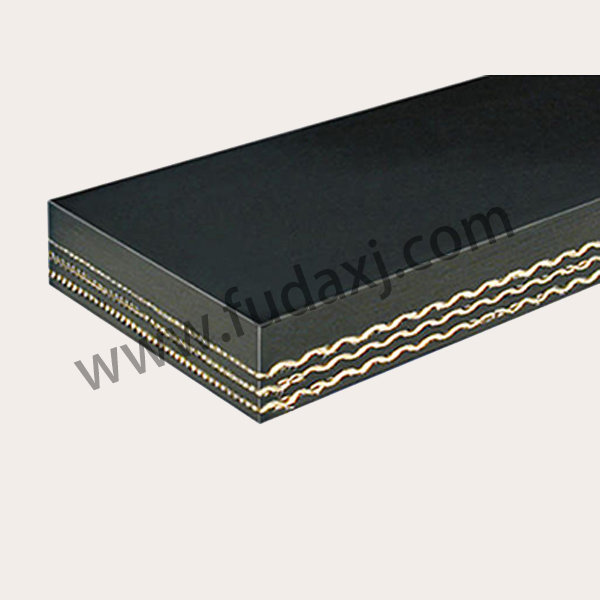
Durability: Fire resistant conveyor belts are made from high-quality materials that are designed to withstand extreme temperatures and harsh conditions. This ensures that they have a longer lifespan than regular conveyor belts, reducing maintenance costs and downtime.
Compliance: Many industries, such as mining and manufacturing, are subject to strict safety regulations that require the use of fire resistant conveyor belts. By using these belts, companies can ensure that they are in compliance with these regulations, avoiding fines and penalties.
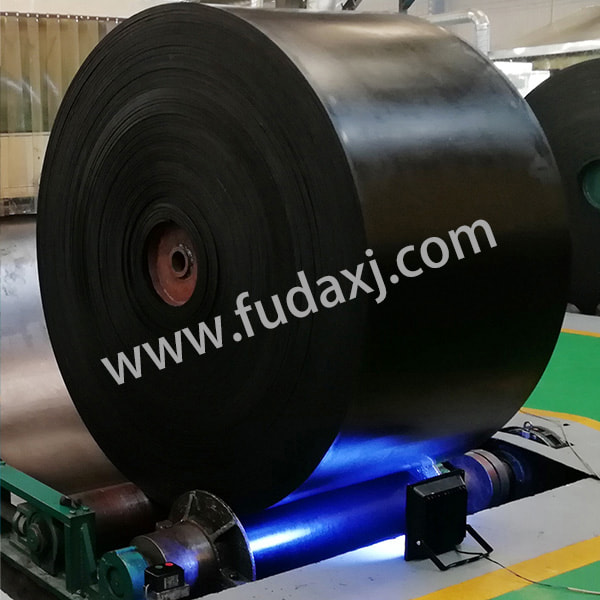
Versatility: Fire resistant conveyor belts can be used in a wide range of applications, from mining and quarrying to chemical processing and power generation. This makes them a versatile choice for industries that require a high level of safety and reliability.
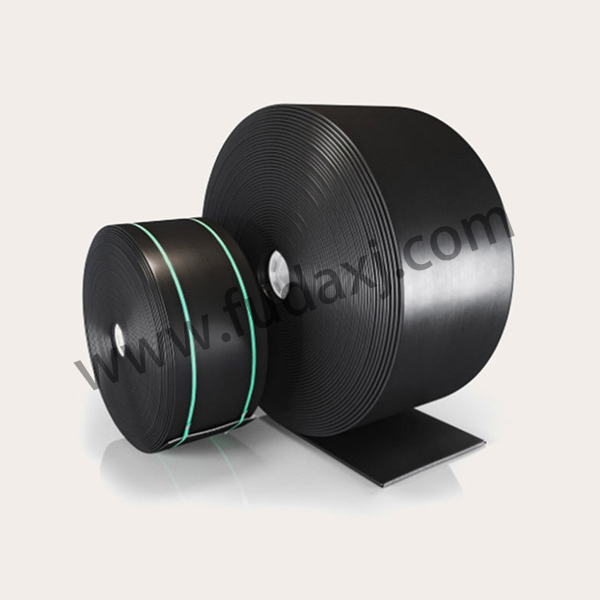
Overall, fire resistant conveyor belts are an important safety feature in many industries and can help to protect workers, assets, and the environment from the risks of fire and explosion.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528