 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English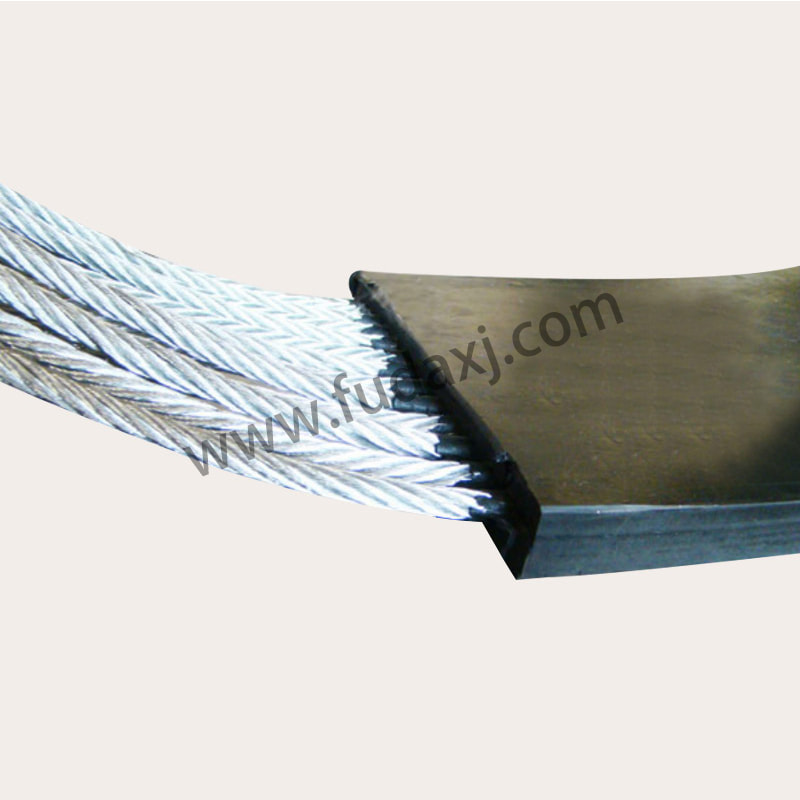

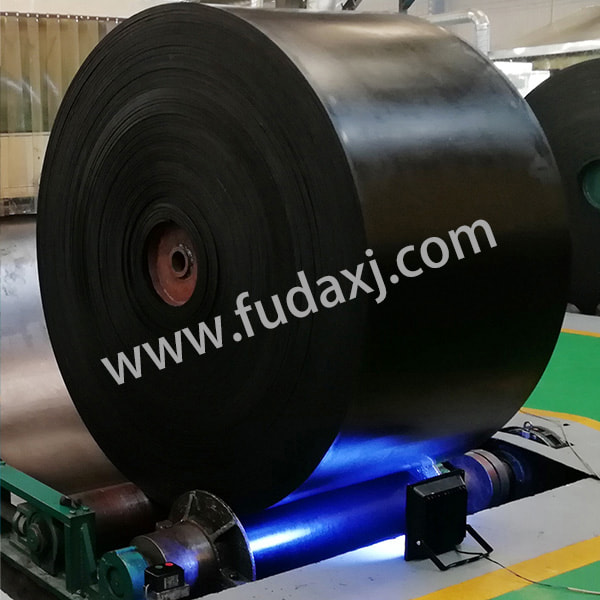
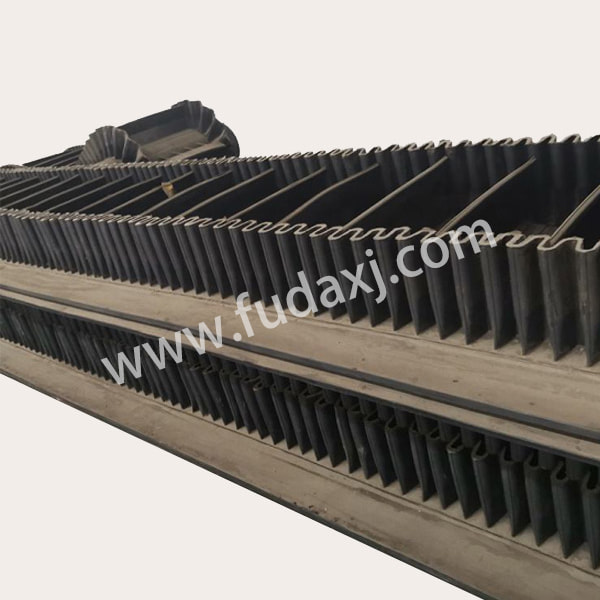
The multi-layer conveyor belt is the main part of the belt conveyor and plays the role of carrying materials. It is widely used in steel, coal, alloy, chemical, building materials, food and other industries. The use of conveyor belt as a transportation carrier has the advantages of safe operation, convenient use, easy maintenance, low freight, continuity, and shortening of transportation distance compared with its transportation mode.
Flame retardant conveyor belts have the characteristics of wear resistance, antistatic, waterproof, flame retardant, high strength, excellent safety performance, and lower cost and lower price compared with other flame retardant conveyor belts. Mine flame retardant conveyor belts are called It is a whole-core flame-retardant conveyor belt. The mine flame-retardant conveyor belt (whole-core conveyor belt, mining conveyor belt) is mainly used for underground transportation in coal mines, and can also be used for material transportation in metallurgy and chemical industries.



 Fax: 0086-576-83019528
Fax: 0086-576-83019528