 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
China High Quality Conveyor Belt Wholesaler For Sale Price
Conveyor belts are an integral part of the modern industrial landscape, playing a crucial role in the efficient movement of materials across various sectors. From manufacturing to logistics, these versatile systems have revolutionized the way goods are transported within and between facilities.
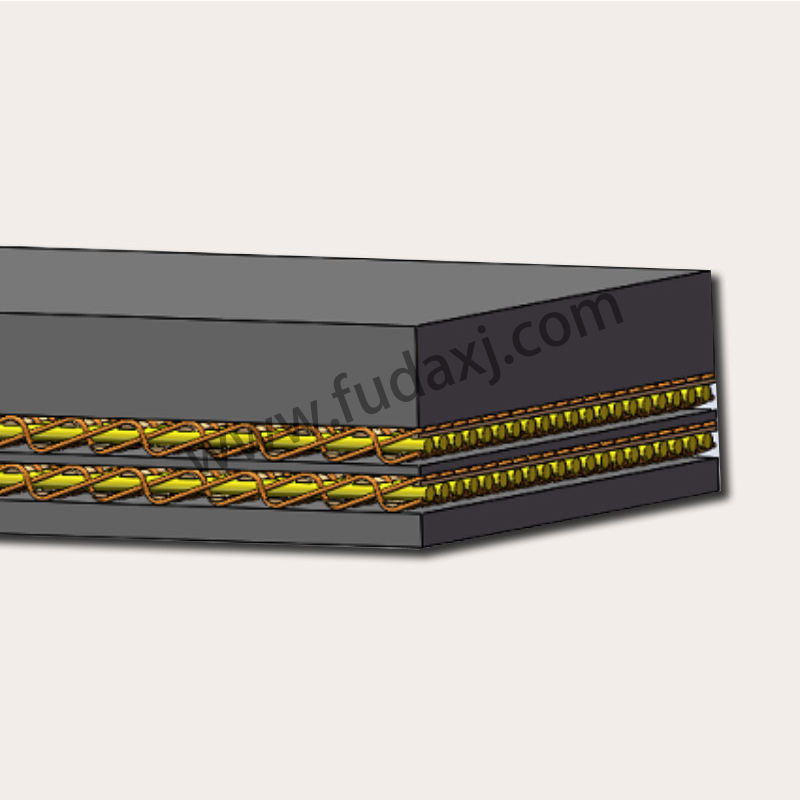
A conveyor belt is a loop of material that is used to transport items from one location to another. Typically, it consists of a continuous loop of flat material, such as rubber, plastic, or metal, supported by rollers or a troughing system. The belt is driven by a motor and pulley system, which moves the belt and the materials on it in a specific direction.
Applications of Conveyor Belts:
Manufacturing: In the manufacturing sector, conveyor belts are used to move raw materials, semi-finished goods, and finished products through various stages of production.
Logistics and Warehousing: Conveyor belts are essential in sorting and dispatching areas, where they help to move packages and parcels to their designated areas for shipping.
Mining: In mining operations, conveyor belts are used to transport extracted materials from the site to processing facilities or storage areas.
Agriculture: Conveyor belts are used in the processing of agricultural products, moving harvested goods from the field to the processing plant.
Food Processing: In the food industry, conveyor belts are used for moving food items along the production line, ensuring a hygienic and efficient workflow.
Types of Conveyor Belts:
Flat Belts: These are the more common type, used for general material handling.
Inclined Belts: Designed to move materials up an incline, these belts are often used in packaging and sorting processes.
Troughed Belts: These belts are shaped to form a trough, allowing for the transportation of bulk materials in a contained manner.
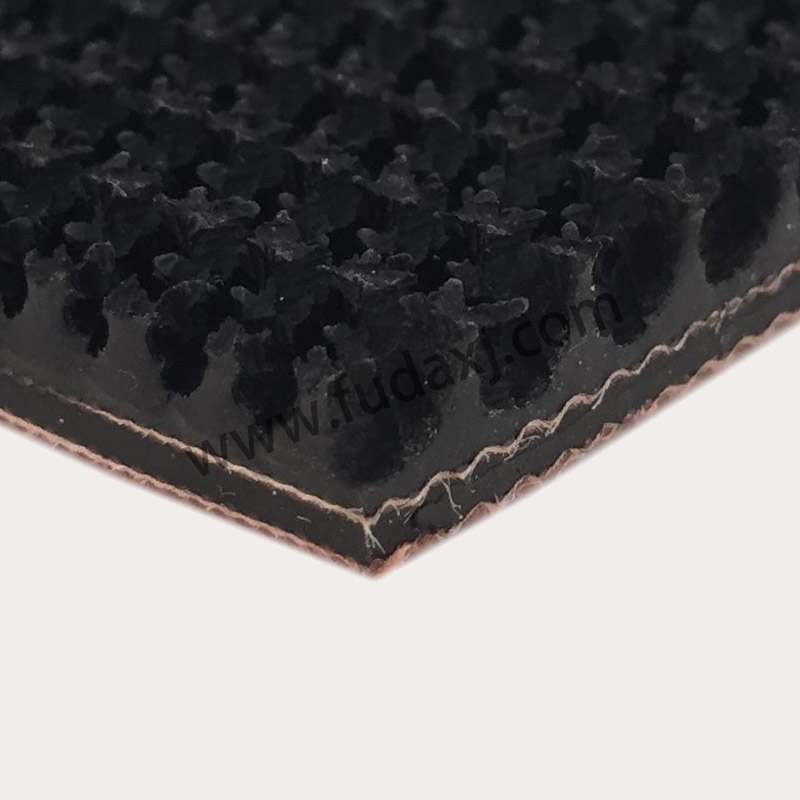
Cleated Belts: Featuring raised 'cleats' or ridges, these belts are used for moving bulk materials that require additional support to prevent spillage.
Modular Belts: Made up of individual plastic or metal modules, these belts are used in applications where the belt needs to be easily cleaned or sanitized.
Benefits of Conveyor Belts:
Efficiency: Conveyor belts offer a continuous and automated method of material handling, reducing the need for manual labor and increasing throughput.
Safety: By keeping materials off the floor and away from walkways, conveyor belts help to create a safer working environment.
Cost-Effectiveness: Over time, the use of conveyor belts can reduce labor costs and increase the overall efficiency of material handling operations.
Customizability: Conveyor belts can be designed and configured to suit specific applications, including different lengths, widths, and materials to handle a variety of loads.
Reliability: With proper maintenance, conveyor belts are a reliable method of transportation that can operate for extended periods without failure.
Proper maintenance of conveyor belts is essential to ensure their longevity and performance. Regular inspection of the belt for wear and tear, as well as checking the alignment and tension of the belt, can prevent breakdowns and costly downtime.
Safety is also a critical aspect of conveyor belt operation. Operators should be trained in the safe use of conveyor belts, including emergency stop procedures and the correct method of clearing blockages.
While conveyor belts themselves are not inherently environmentally harmful, the materials used in their construction and the energy required to operate them should be considered.
Conveyor belts are a testament to the ingenuity of industrial design, offering a practical and efficient solution to the movement of materials in a wide range of applications.



 Fax: 0086-576-83019528
Fax: 0086-576-83019528