 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
China High Temperature Cement Conveyor Belt Factory Supplier
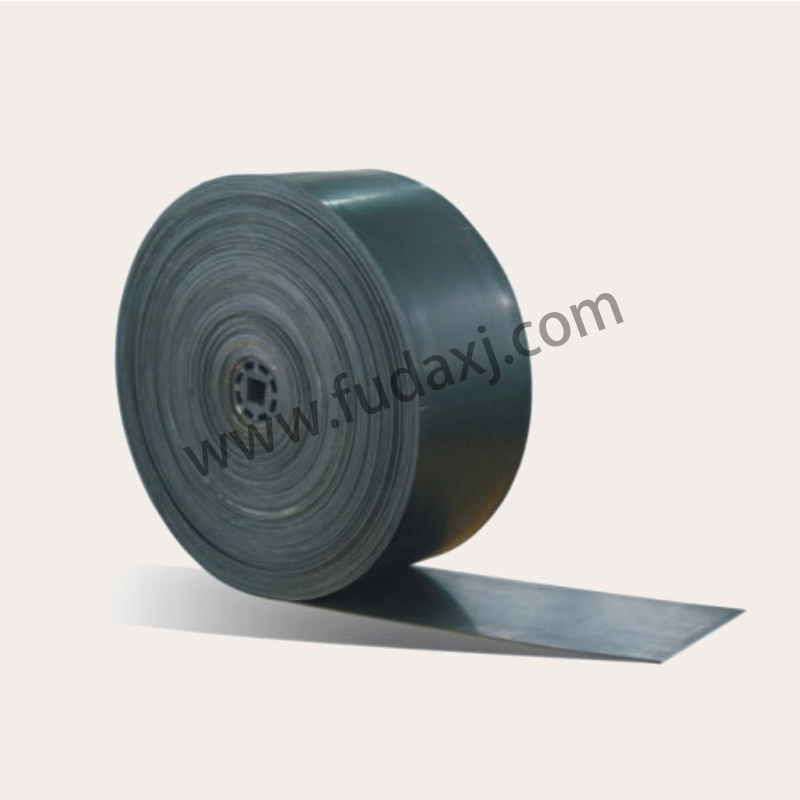
Cement conveyor belts are essential components in the material handling process within the construction industry. They are designed to transport cement from silos to mixing plants or directly to construction sites. These belts are robust, resistant to wear, and can handle the abrasive nature of cement. They ensure a continuous and efficient flow of material, reducing downtime and enhancing productivity.
The construction industry relies heavily on the efficient movement of materials, and cement is no exception. Cement conveyor belts are designed to handle the bulk transportation of cement, a key component in concrete production. These belts are engineered to withstand the abrasive nature of cement and are a testament to the advancement of material handling technology.
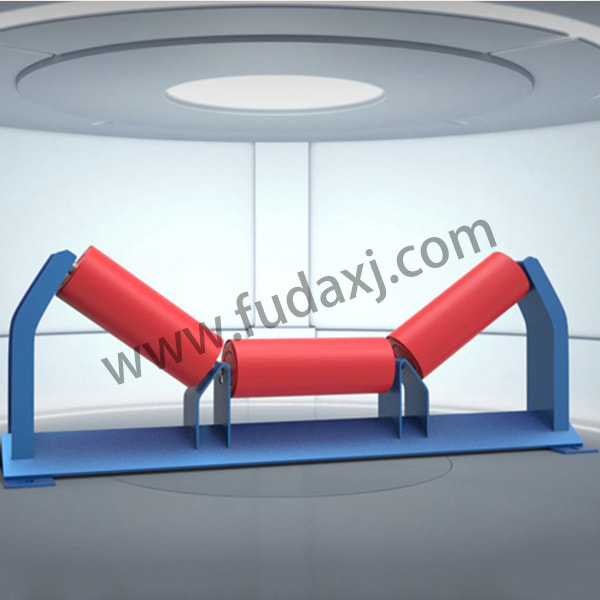
Cement conveyor belts are made from durable materials that can resist wear and tear, ensuring a long service life even when exposed to the harsh conditions of cement transportation. The belts are equipped with rollers that support the belt and reduce friction, allowing for smooth and continuous movement of the cement. The system is powered by a motor that drives a pulley at one end, which in turn moves the belt and the cement along its path.
One of the primary benefits of using cement conveyor belts is the reduction in manual labor. These belts automate the transportation process, reducing the need for heavy lifting and manual handling, which can workplace injuries. Additionally, conveyor belts small the risk of cement contamination, as the material remains contained within the belt system, preventing exposure to the environment.
Efficiency is another key advantage of cement conveyor belts. They can transport large volumes of cement quickly, which is essential in large-scale construction projects where time is of the essence. The belts can be designed to cover long distances, allowing for direct transportation from the production site to the construction site, and reducing the need for multiple handling stages.
Cement conveyor belts also have environmental benefits. By reducing the need for multiple transportation vehicles, they help to lower carbon emissions. Moreover, the enclosed nature of the conveyor system helps to contain dust, reduce air pollution, and improve workplace safety.
Modern cement conveyor belts can be integrated with other material handling systems, such as automated storage and retrieval systems, to create a seamless flow of materials from production to use. This integration allows for better inventory management and can cost savings through reduced labor and increased efficiency.
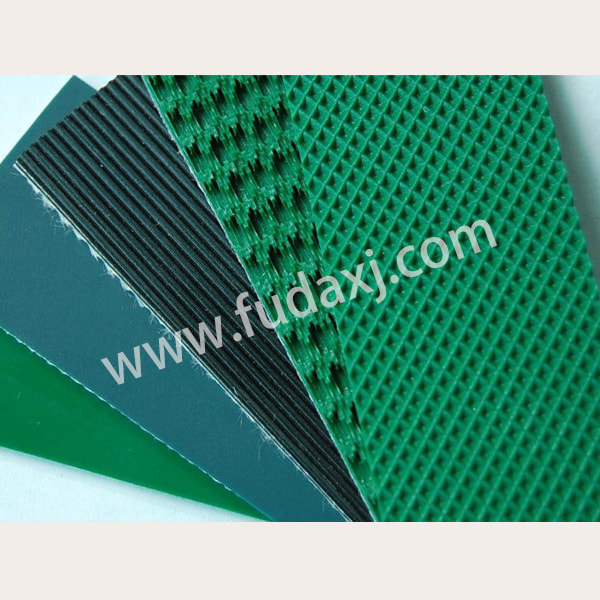
Despite their many benefits, cement conveyor belts do present certain challenges. The abrasive nature of cement can wear on the belt, requiring regular maintenance and occasional replacement. However, advancements in belt materials have led to the development of more resistant belts that can withstand the rigors of cement transportation for extended periods.
Cement conveyor belts are a vital component of the construction industry, offering a reliable and efficient means of transporting cement. They contribute to the safety and efficiency of construction projects, while also providing environmental benefits. As technology continues to advance, we can expect further improvements in the durability and functionality of cement conveyor belts, ensuring their continued importance in the construction of our built environment.


 Fax: 0086-576-83019528
Fax: 0086-576-83019528