 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English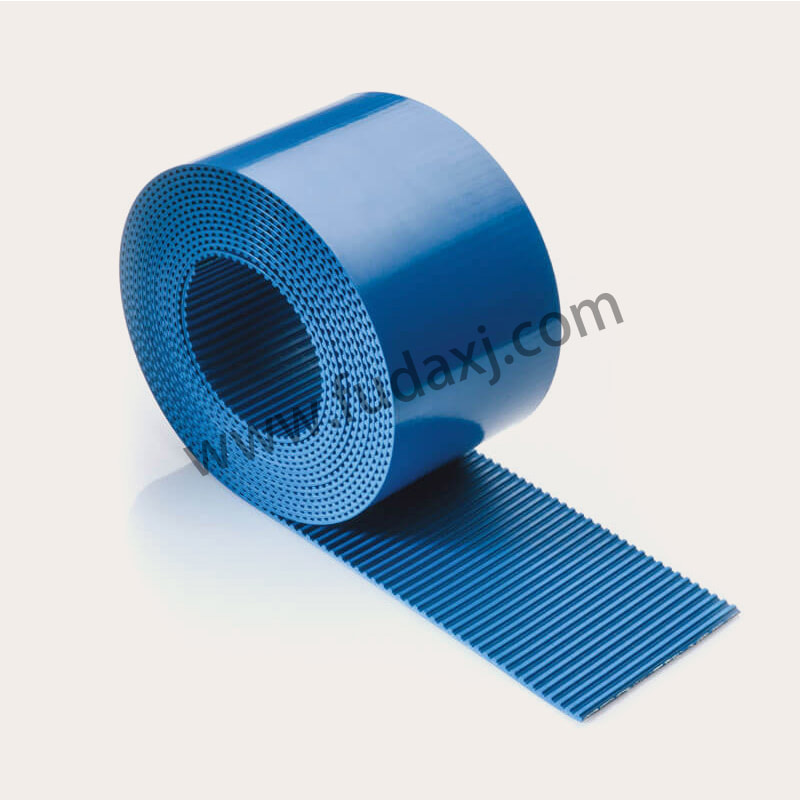
Design High Quality Cement Conveyor Belt in China
The cement industry is a cornerstone of modern construction, and within this industry, conveyor belts play a pivotal role in the efficient transportation of materials. Cement conveyor belts are designed to handle the bulk movement of raw materials, intermediate products, and finished goods within cement plants. These belts are engineered to withstand the abrasive nature of cement and related materials, ensuring reliable operation in a demanding environment.
Conveyor belts are integral to the cement manufacturing process, which involves several stages including raw material extraction, crushing, grinding, blending, and the final calcination in a rotary kiln. The belts transport materials from one stage to another with small loss and high efficiency. They are particularly important in the transfer of materials such as limestone, clay, iron ore, and gypsum, which are the primary ingredients in cement production.
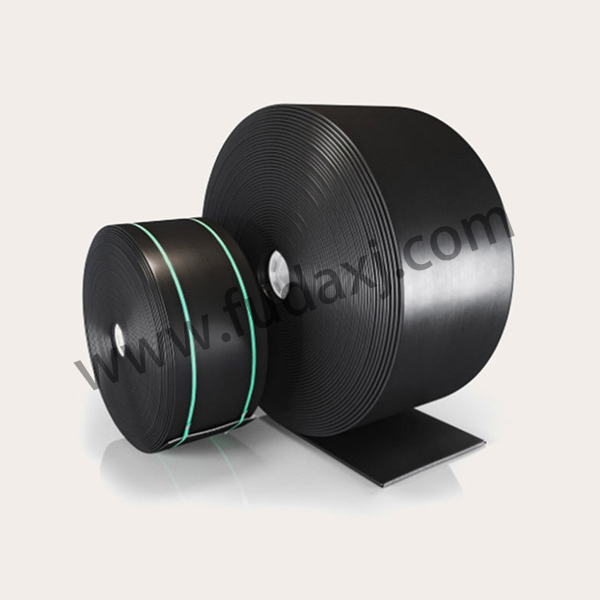
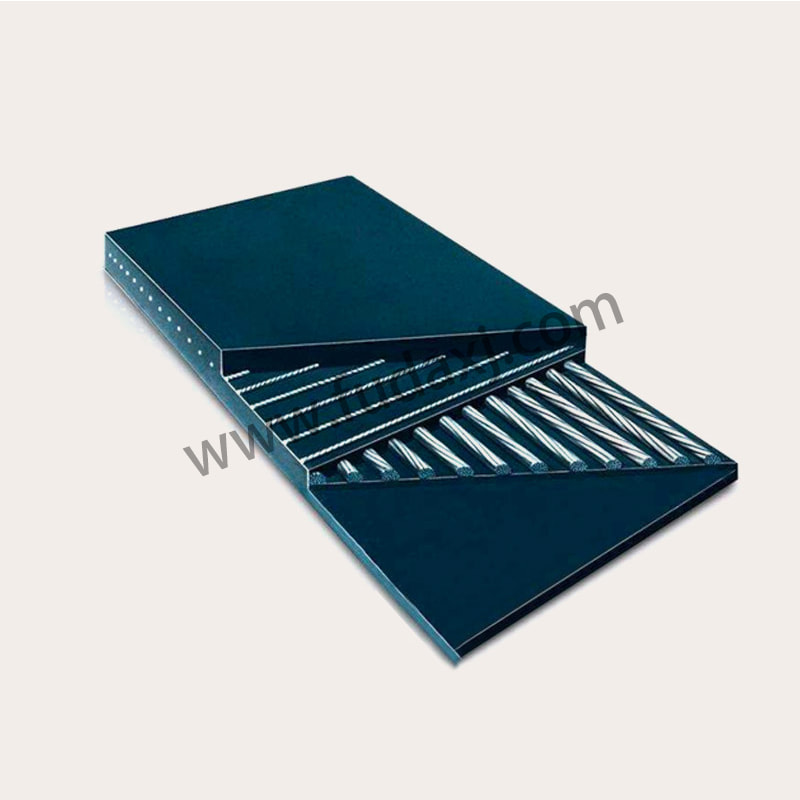
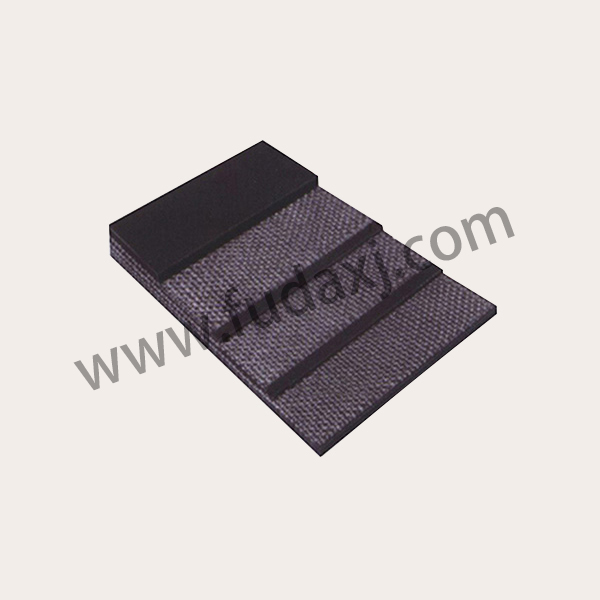
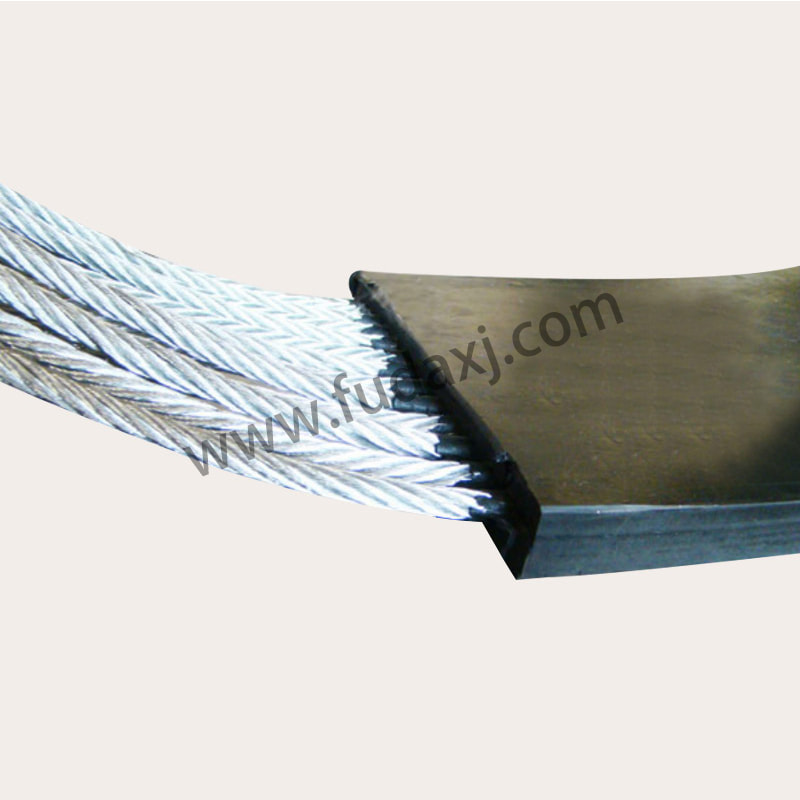
Cement conveyor belts are constructed with a focus on durability and resistance to wear. They are typically made from layers of fabric, rubber, or a combination of both, which provide strength and flexibility. The belts are designed to handle heavy loads and are often reinforced with steel cords or other materials to increase their tensile strength. The surface of the belt may be smooth or textured, depending on the type of material being transported and the need for a grip.
There are various types of conveyor belts used in the cement industry, each suited to specific applications:
Flat Belt Conveyors: These are used for horizontal or slight incline transportation and are ideal for general material handling.
Inclined Belt Conveyors: Designed for steeper inclines, these belts are used to move materials to higher levels within the plant.
Cleated Belt Conveyors: These belts have raised 'cleats' or 'flaps' that help in moving bulk materials that are prone to sliding.
Bucket Elevators: These are used for vertical transportation and are particularly useful for elevating bulk materials like cement.
Proper maintenance of cement conveyor belts is essential to ensure the longevity of the belts and the safety of the operation. Regular inspections are conducted to check for wear, tear, and potential damage. Belts are also monitored for alignment and tension to prevent slippage or breakage. Safety measures such as emergency stop buttons and guards are in place to protect workers from potential hazards.
The cement industry is known for its significant environmental impact, and conveyor belts contribute to this in various ways. However, modern designs and materials are being developed to reduce the environmental footprint. For instance, belts made from recycled materials or those that are easily recyclable at the end of their life are becoming more common. Additionally, the efficiency of conveyor belts helps to reduce energy consumption in the transportation of materials.
Technology is playing a significant role in the evolution of cement conveyor belts. Sensors and monitoring systems are being integrated into the belts to provide real-time data on their performance and condition. This allows for predictive maintenance, reducing downtime and improving the overall efficiency of the cement production process.
Cement conveyor belts are a vital part of the cement industry's infrastructure, facilitating the smooth operation of production processes. Their design, maintenance, and technological integration are critical to the industry's performance and sustainability. As the industry moves forward, the development of advanced conveyor belt systems will be a key factor in meeting the demands of modern construction and environmental standards.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528