 English
English 简体中文
简体中文 Español
Español عرب
عرب English
EnglishWholesale High Temperature Cement conveyor belt Producer Supplier
The cement industry is a cornerstone of modern construction, and the efficient transportation of raw materials and finished products is crucial for its success. Conveyor belts play a vital role in this process, ensuring that materials are moved quickly and safely from one stage of production to another.
Conveyor belts are an essential component in the cement production line. They are used to transport raw materials such as limestone, clay, and iron ore from the quarry to the processing plant. Once the materials are processed into cement, conveyor belts are also used to move the finished product to storage silos or directly to the loading area for distribution. The use of conveyor belts reduces the need for manual labor, decreases the risk of accidents, and increases the speed of material handling.
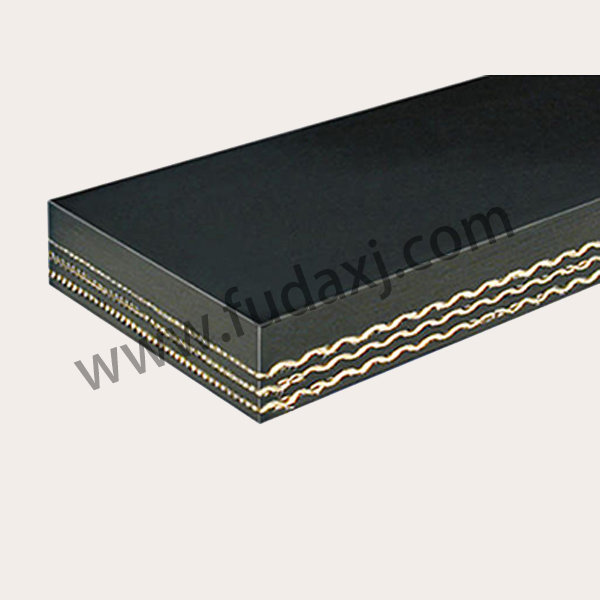
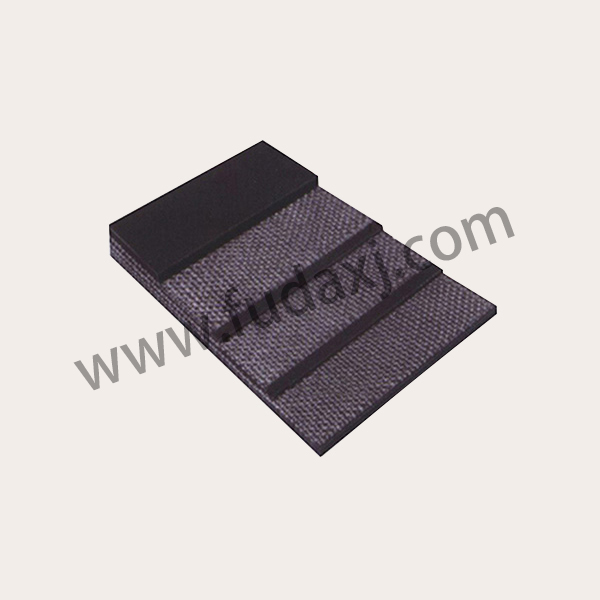
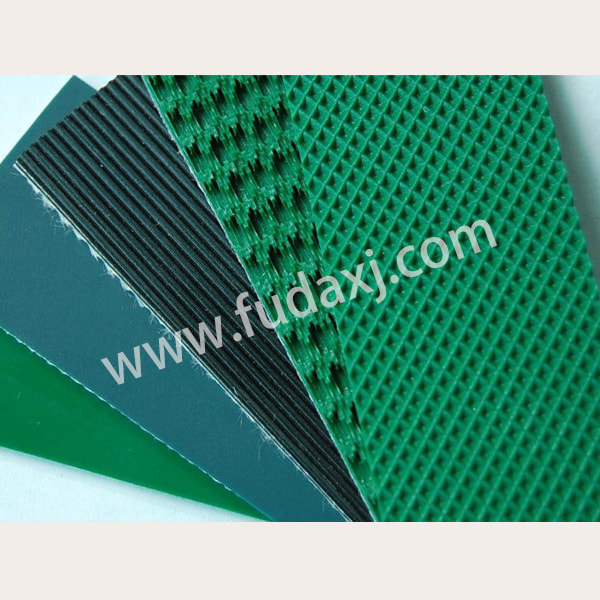
Cement conveyor belts are designed to withstand the harsh conditions of the cement industry. They are made from durable materials that can resist abrasion, impact, and the corrosive nature of the materials they transport. Some of the key features of these belts include:
High Strength and Durability: The belts are made from reinforced rubber or fabric that can handle heavy loads without tearing or breaking.
Resistance to Abrasion: The surface of the belt is designed to resist wear from the abrasive materials it carries.
Resistance to Chemicals: The belts are treated to resist the corrosive effects of the chemicals used in cement production.
Flexibility: The belts can be easily installed around pulleys and rollers, allowing for efficient transportation over long distances and through various terrains.
The technology behind conveyor belts has seen significant advancements in recent years, which have improved their performance and reliability. Some of these advancements include:
Automated Monitoring Systems: These systems use sensors to monitor the condition of the belt, detecting any signs of wear or damage that could a breakdown.
Energy-Efficient Designs: Modern conveyor belts are designed to small energy consumption, reducing the overall cost of operation.
Increased Capacity: Advances in belt design have allowed for the transportation of larger volumes of material, increasing the efficiency of the production line.
Environmental Considerations: New materials and designs have been developed to reduce the environmental impact of conveyor belt use, such as reducing noise and dust emissions.
The use of conveyor belts in the cement industry has a significant impact on efficiency. By automating the transportation process, companies can reduce labor costs and increase the speed of production. Additionally, the reliability of conveyor belts reduces downtime due to equipment failure, ensuring a continuous flow of materials through the production process.
Despite their many benefits, conveyor belts in the cement industry face challenges such as wear and tear, environmental impact, and the need for regular maintenance. Solutions to these challenges include:
Regular Maintenance: Scheduled inspections and maintenance can prevent small issues from becoming major breakdowns.
Investment in Technology: Upgrading to the latest conveyor belt technology can improve efficiency and reduce environmental impact.
Sustainable Materials: Using materials that are more sustainable and have a lower environmental footprint can help reduce the industry's overall impact.
Conveyor belts are an indispensable part of the cement industry, contributing to the efficiency and safety of material transportation. It is clear that the ongoing development and innovation in conveyor belt technology will play a crucial role in the future of the cement industry.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528