 English
English 简体中文
简体中文 Español
Español عرب
عرب English
EnglishChina Design Cheap Conveyor Belt Supplier Company Exporter
Conveyor belts have been a cornerstone of industrial automation and efficiency for decades. In China, a country known for its rapid industrialization and manufacturing prowess, the role of conveyor belts has been nothing short of transformative. This delves into the history, current state, and future prospects of conveyor belts in China, exploring their impact on various industries and the technological advancements that have shaped their development.
The introduction of conveyor belts to China can be traced back to the early 20th century, coinciding with the country's initial steps towards modernization. Initially, these systems were rudimentary and primarily used in coal mining and heavy industries. However, as China's economy expanded and diversified, so did the applications of conveyor belts.
The post-World War II era saw China's industrial sector grow exponentially. Conveyor belts became essential in factories for assembly lines, in power plants for coal transportation, and in the mining sector for ore extraction. The simplicity and reliability of conveyor belts made them a preferred choice for moving materials efficiently and safely.
Over the years, the Chinese conveyor belt industry has witnessed significant technological advancements. Innovations such as:
Modular Belts: These belts, made of plastic or metal, are designed for specific applications, offering better grip and reduced spillage.
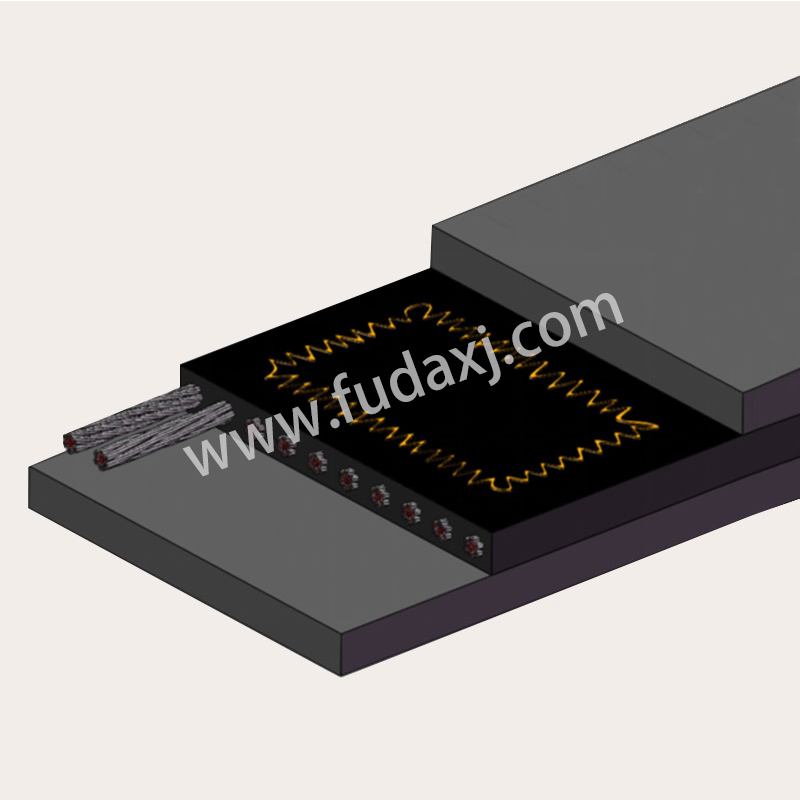
Steel Cord Conveyor Belts: Known for their high strength and durability, these belts are used in heavy-duty applications.
Cleated Belts: These belts have raised sections to guide and support the material being transported, ideal for inclined or vertical transportation.
China's focus on sustainable development has led to the adoption of eco-friendly conveyor belt materials and technologies. Conveyor belts made from recycled materials and those designed to reduce energy consumption are gaining popularity. Additionally, the use of conveyor belts in waste management and recycling plants is helping to small the environmental impact of industrial processes.
The integration of conveyor belts with automation and robotics has revolutionized the manufacturing process in China. Automated sorting systems, robotic arms for loading and unloading, and smart sensors for monitoring the belt's condition are just a few examples of how technology has been harnessed to improve efficiency and reduce labor costs.
Safety has always been a paramount concern in the use of conveyor belts. In China, stringent safety regulations and regular maintenance practices have been implemented to prevent accidents and ensure the longevity of conveyor systems. The use of advanced monitoring systems and predictive maintenance techniques has further enhanced the safety and reliability of conveyor belts.
Conveyor belts have found applications across various industries in China:
Automotive: For the assembly of vehicles and parts.
Textile: For the movement of fabric through the manufacturing process.
Food and Beverage: For hygienic and efficient transportation of food products.
Pharmaceutical: For the controlled movement of materials in a sterile environment.
Despite the numerous benefits, the conveyor belt industry in China faces challenges such as material wear, environmental impact, and the need for skilled labor. To address these issues, the industry is investing in research and development to create more durable materials, implement cleaner technologies, and provide training programs for workers.
Conveyor belts have played a pivotal role in China's industrial growth and continue to be a key component of its manufacturing infrastructure.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528