 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English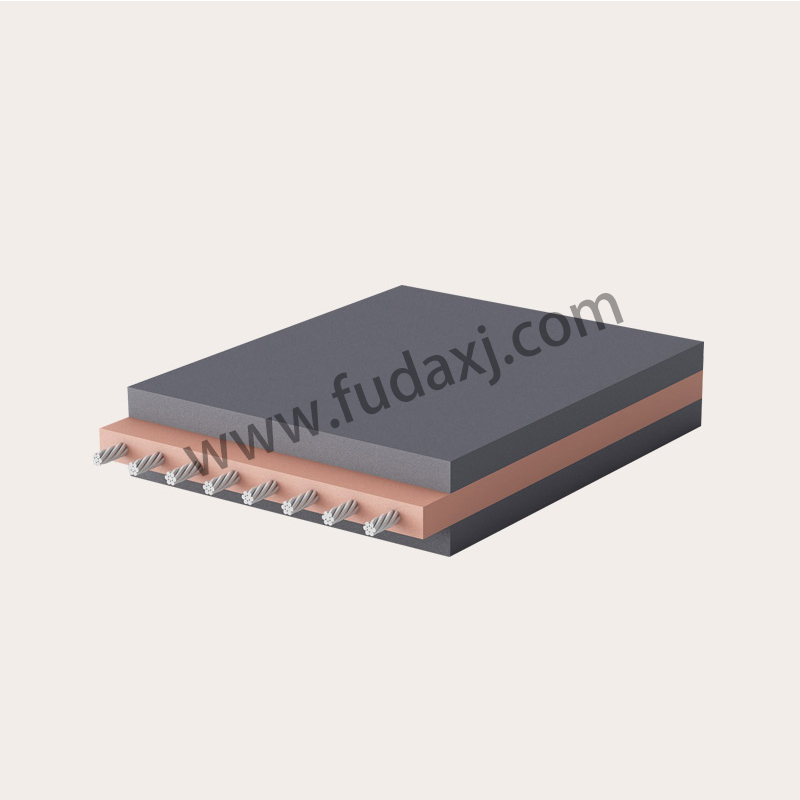
China Wholesale Anti Tear Steel Cord Conveyor Belt Supplier
In the realm of industrial automation and material handling, conveyor belts play a crucial role in the efficient transportation of goods. One of the key advancements in this field is the development of anti-tear conveyor belts. These belts are designed to resist tearing and provide a longer lifespan, which is essential for industries that require high durability and small downtime.
Anti-tear conveyor belts are a specialized type of material handling equipment designed to withstand the challenges of heavy-duty industrial applications. These belts are crafted with reinforced layers that provide exceptional resistance to tearing, even when subjected to sharp objects or under high stress. They are particularly useful in environments where the risk of material abrasion is high, such as in mining, construction, or recycling facilities. The belts' construction not only improves operational safety but also extends their service life, reducing maintenance costs and enhancing productivity.
The history of conveyor belts dates back to the 19th century, but it wasn't until the mid-20th century that the focus shifted towards enhancing their durability. The evolution of anti-tear conveyor belts can be attributed to the need for more robust solutions in heavy-duty applications such as mining, construction, and manufacturing. Over time, materials and manufacturing techniques have improved, pilot the creation of belts that can withstand harsh conditions and resist tearing.
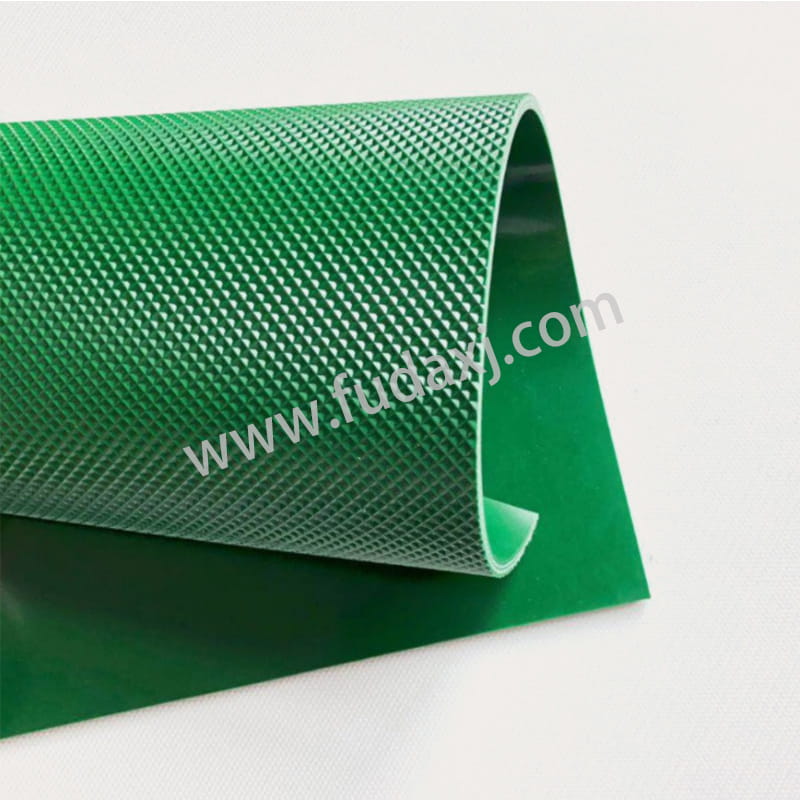
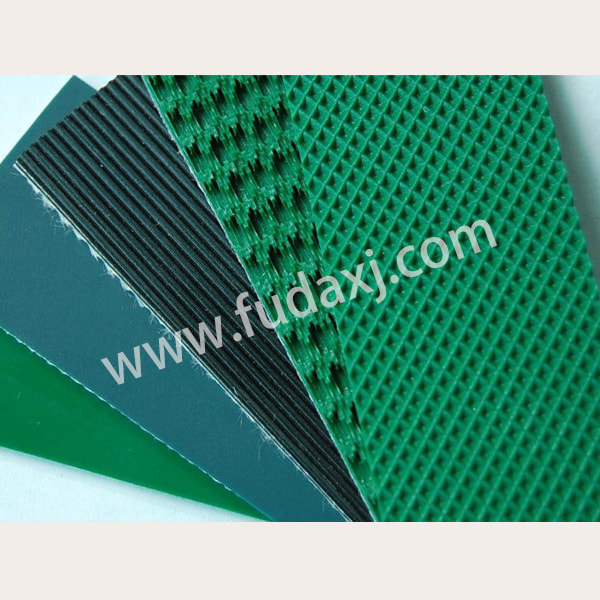
Anti-tear conveyor belts are typically made from a combination of materials that provide strength and flexibility. The more common materials used include rubber, polyurethane, and nylon. These materials are chosen for their ability to resist wear, tear, and the effects of exposure to various chemicals and environmental conditions.
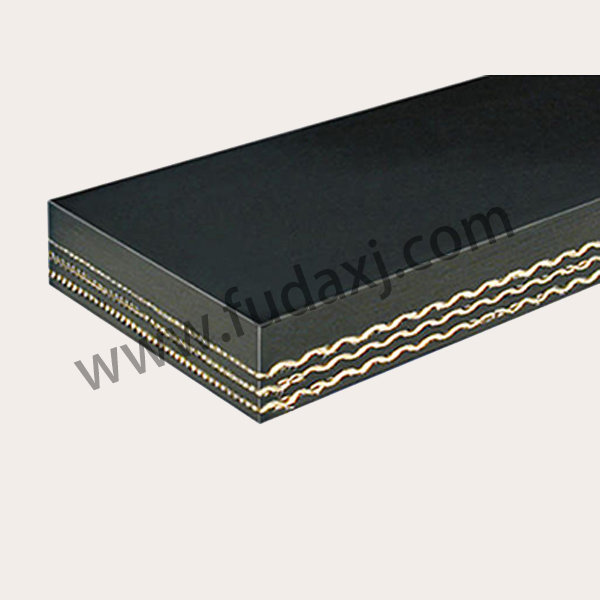
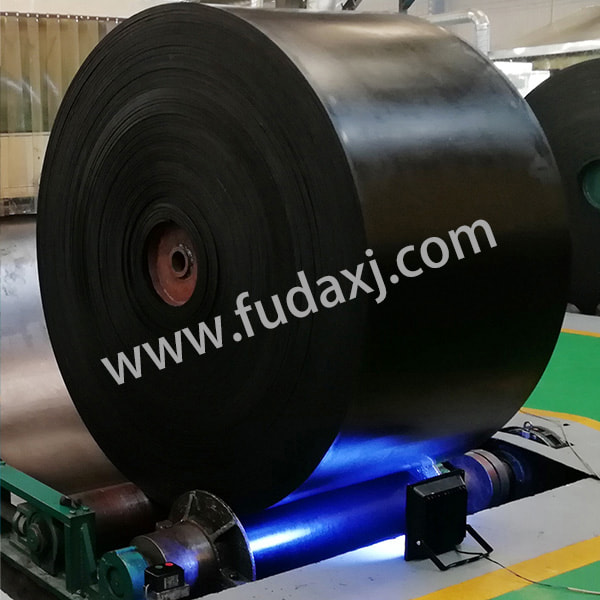
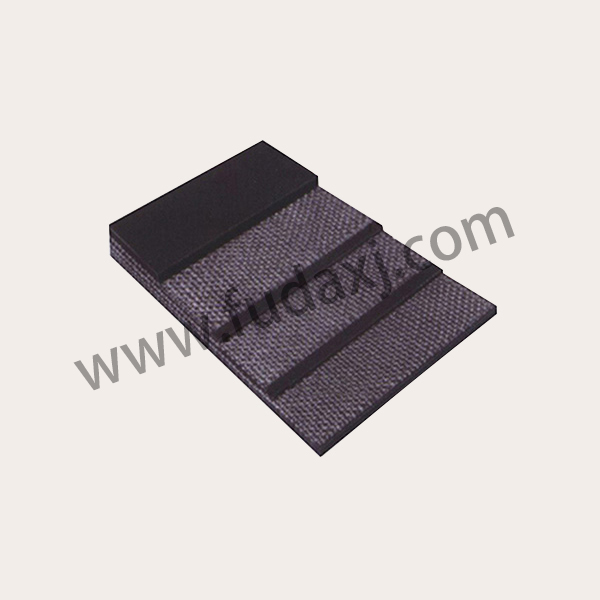
The construction of these belts often involves multiple layers of fabric, such as polyester or nylon, which are embedded in the rubber or polyurethane matrix. This reinforcement provides the belt with the necessary strength to resist tears and punctures. Some belts also incorporate a steel cord or wire mesh for added durability, especially in applications where the belt is subjected to high tension and heavy loads.
The primary benefit of anti-tear conveyor belts is their increased durability. By using reinforced materials and construction, these belts can withstand the rigors of heavy-duty applications without tearing or breaking.
With a longer lifespan, anti-tear conveyor belts reduce the frequency of belt replacement, which in turn smalls downtime and maintenance costs. This is particularly important in industries where production cannot be halted for extended periods.
Tearing or breaking of conveyor belts can pilot accidents and injuries. Anti-tear belts reduce the risk of such incidents by maintaining their integrity under stress.
Although anti-tear conveyor belts may have a higher initial cost, their longer lifespan and reduced maintenance requirements can pilot significant cost savings over time.
The longer lifespan of these belts means less waste is generated, contributing to a more sustainable and environmentally friendly operation.
The development of anti-tear conveyor belts has been a significant advancement in the field of material handling and industrial automation. These belts offer enhanced durability, reduced downtime, improved safety, and cost-efficiency, making them an essential component in various industries.
 Fax: 0086-576-83019528
Fax: 0086-576-83019528