 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English
Cement Conveyor Belt Manufacturing Supplier Maker
In the realm of industrial materials handling, conveyor belts are indispensable. Specifically, in the cement industry, these belts are crucial for the transportation of materials from one stage of production to another. Cement conveyor belts are robust systems designed to endure the rigors of moving abrasive and heavy materials like cement, clinker, and limestone.
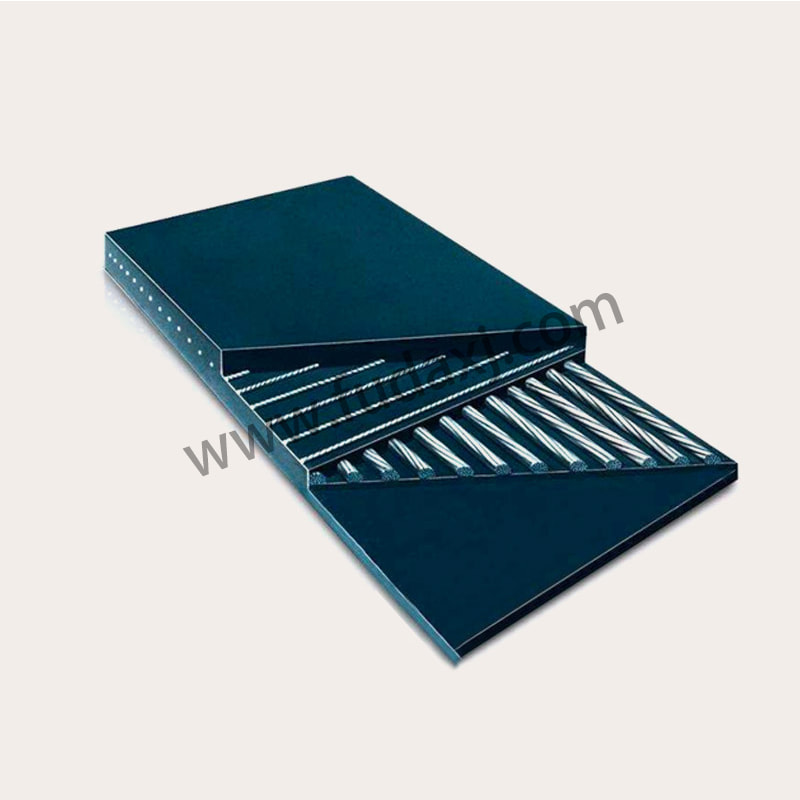
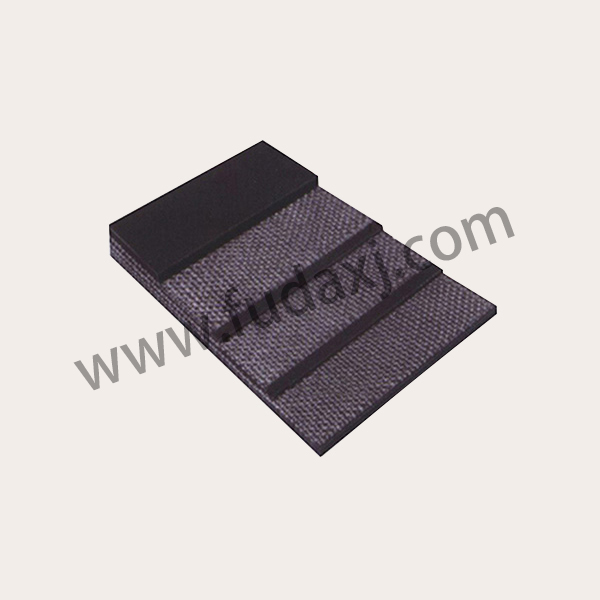
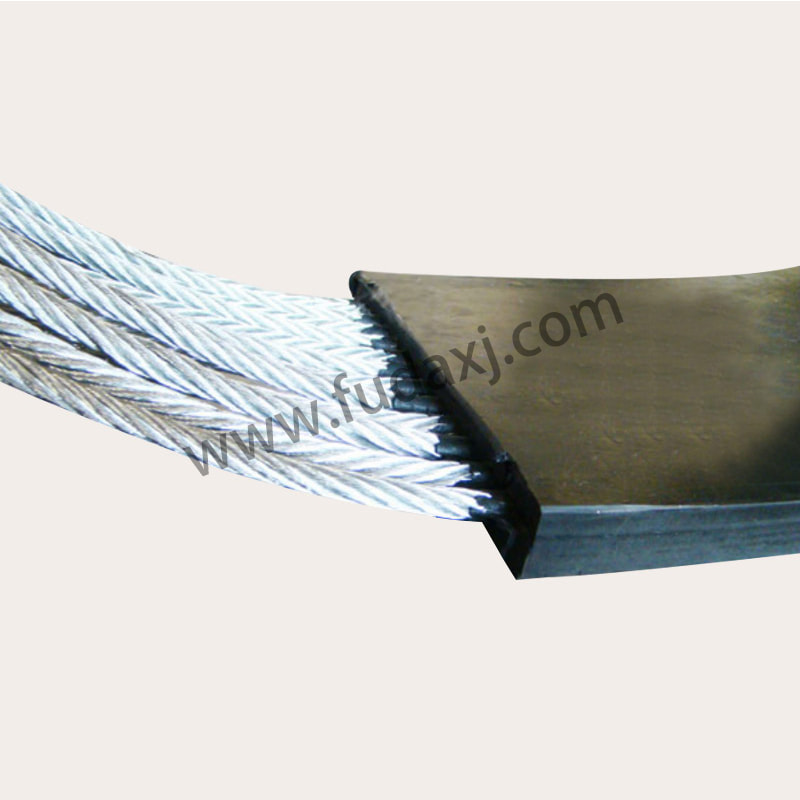
The design of a cement conveyor belt is a balance between durability and functionality. These belts are typically made from layers of fabric, rubber, or a combination of both, which are reinforced to handle the weight and abrasiveness of the materials they carry. The belts are also equipped with a series of rollers or pulleys that guide their movement along a predetermined path.
There are various types of conveyor belts used in the cement industry, each suited to different stages of the production process:
Flat Belt Conveyors: These are used for horizontal transportation and are simple in design, making them easy to maintain.
Inclined Belt Conveyors: Designed for moving materials up an incline, these belts are essential for elevating raw materials to the top of the production line.
Troughed Belt Conveyors: These belts are used for both horizontal and inclined transportation, with a trough shape that helps contain the material and prevent spillage.
Proper maintenance is vital for the longevity and efficiency of cement conveyor belts. Regular inspections, cleaning, and replacement of worn parts are necessary to prevent breakdowns and ensure smooth operation. Belt tracking systems are also crucial to keep the belt aligned and prevent damage from misalignment.
Safety is a paramount concern in any industrial setting, and the cement industry is no exception. Conveyor belts must be equipped with safety features such as emergency stop buttons, guards to prevent access to moving parts, and sensors that detect and respond to potential hazards.
The cement industry is increasingly focusing on sustainability and reducing its environmental impact. Conveyor belts play a role in this by small the need for manual handling, which reduces energy consumption and the risk of dust emissions.
Innovations in conveyor belt technology are continually being developed to improve efficiency and reduce downtime. These include:
Automated Monitoring Systems: These systems use sensors to monitor the health of the belt and predict when maintenance is needed.
Energy-Efficient Drive Systems: Newer drive systems are designed to use less energy while maintaining the same level of performance.
Material Handling Innovations: Advanced materials and designs are being used to create belts that are more resistant to wear and tear, reducing the need for frequent replacements.
As the cement industry continues to evolve, so too will the technology behind conveyor belts. Future developments may include:
Smart Belts: Incorporating IoT technology to provide real-time data on belt performance and condition.
Self-Repairing Materials: The use of materials that can repair themselves when damaged, extending the life of the belt.
Increased Automation: Further automation of the belt system to reduce the need for manual intervention and improve efficiency.
Cement conveyor belts are a critical component of the cement industry, facilitating the movement of materials with efficiency and reliability. As technology advances, these belts will continue to improve, offering greater durability, safety, and environmental benefits.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528