 English
English 简体中文
简体中文 Español
Español عرب
عرب English
English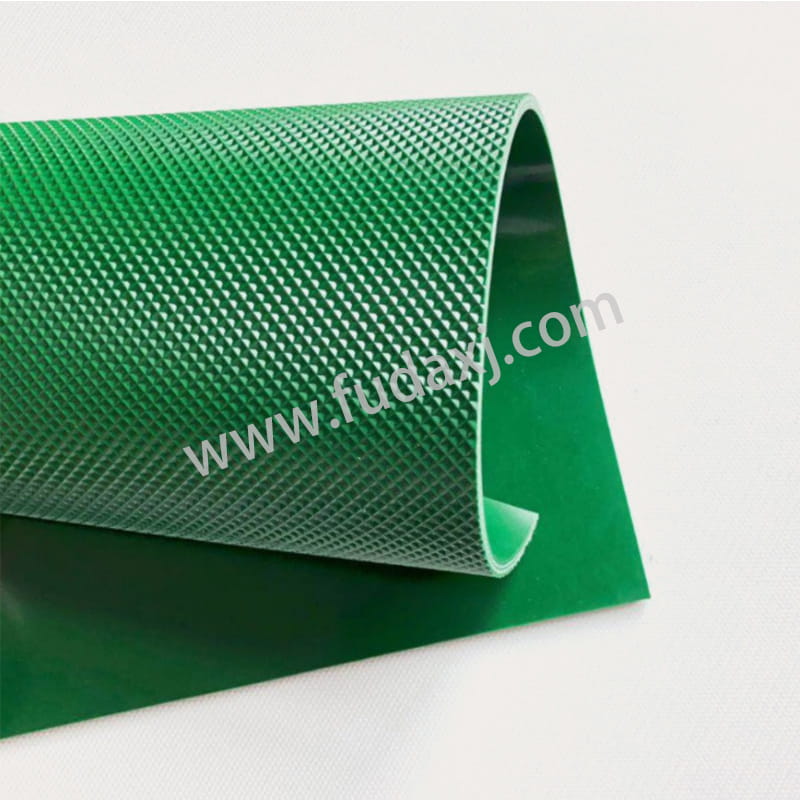
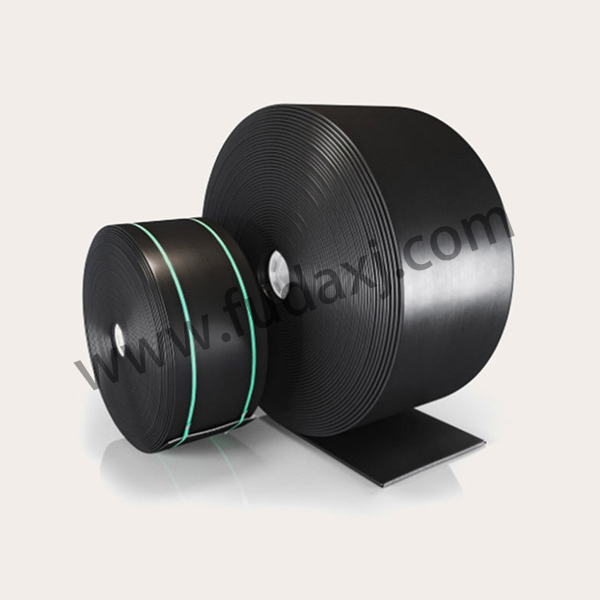
OEM China EP Conveyor Belt Manufacturer For Sale Producer
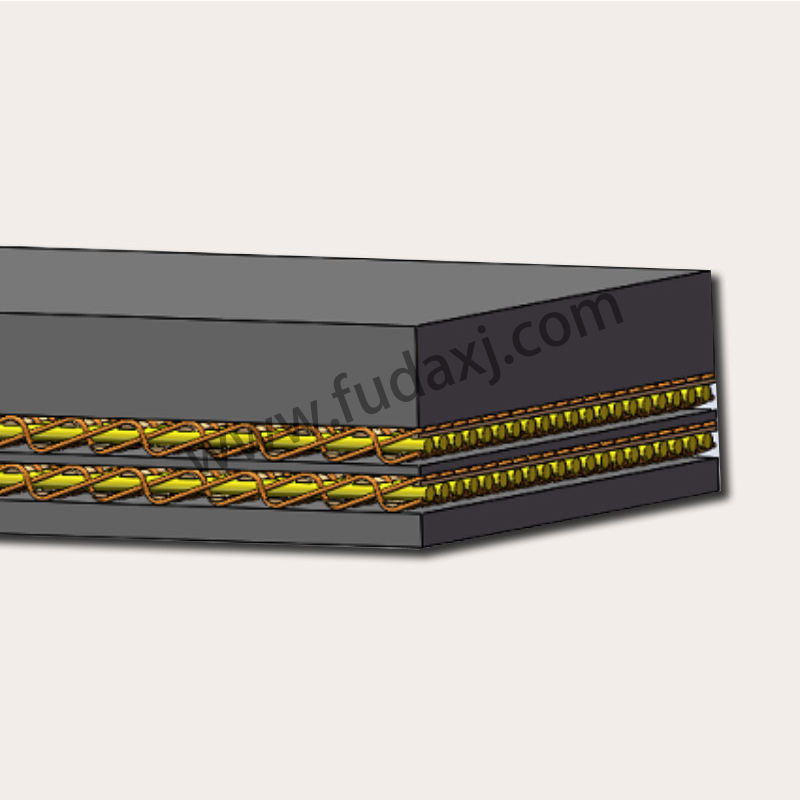
One of the critical components in these systems is the EP (Elastomeric Polyurethane) Conveyor Belt. Known for its durability and versatility, EP conveyor belts have become the backbone of many industries due to their ability to handle a wide range of materials under various conditions.
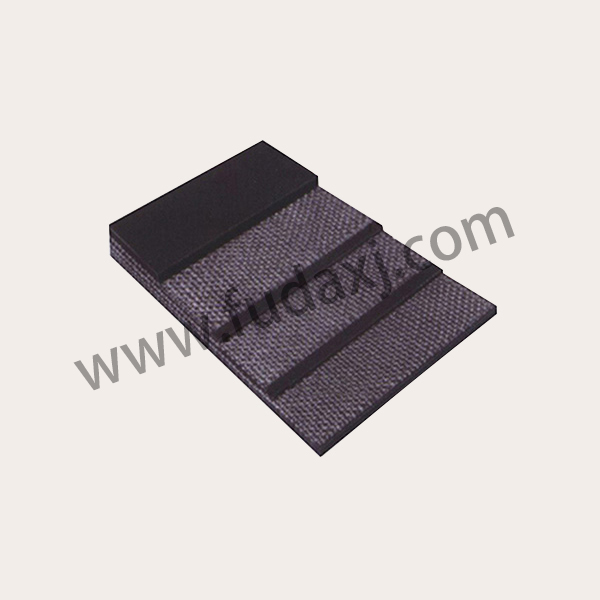
EP conveyor belts are engineered to provide a smooth and efficient material transport solution in both heavy-duty and light-duty applications. These belts are made from a blend of polyurethane, which gives them their distinctive properties. The elastomeric nature of the material allows for high flexibility, while the polyurethane component ensures strength and resistance to wear and tear.
Advantages of EP Conveyor Belts:
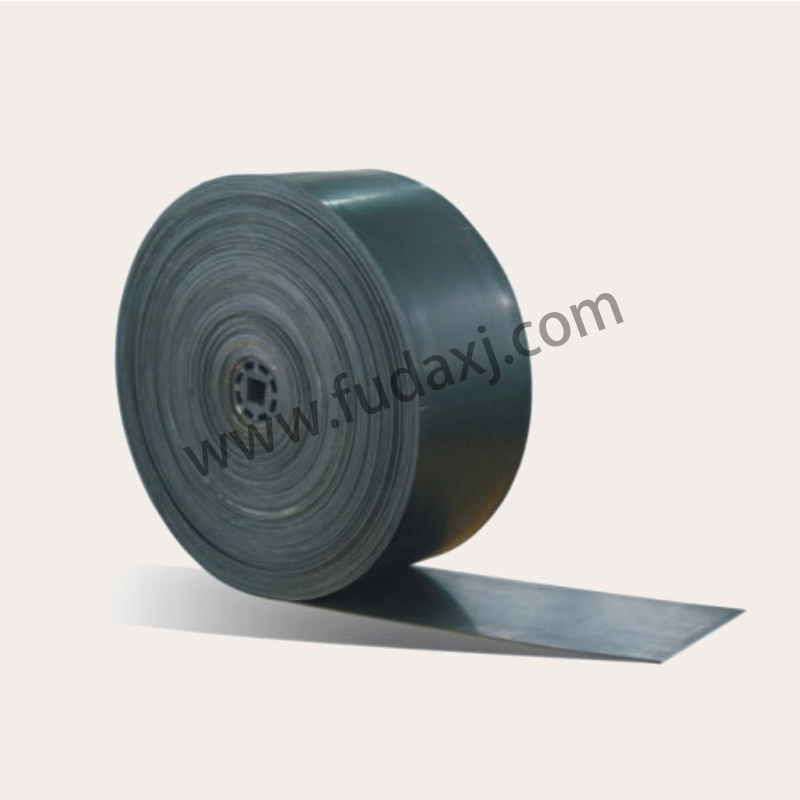
Durability: The resilience of EP belts is unmatched, making them ideal for long-term use in demanding environments. They can withstand the rigors of continuous operation without compromising their structural integrity.
Resistance to Abrasion: EP conveyor belts are designed to resist abrasion, a common issue in material handling. This resistance reduces the frequency of belt replacement, lowering operational costs.
Chemical Resistance: These belts are not just resistant to physical wear but also to chemical degradation. They can handle corrosive materials without suffering damage, making them suitable for a variety of industries.
Low Maintenance: The low-maintenance nature of EP belts is a significant advantage. They require less frequent inspections and replacements, which translates to cost savings and fewer operational disruptions.
Energy Efficiency: EP conveyor belts have a low rolling resistance, which means they consume less energy to operate. This feature not only reduces energy bills but also contributes to environmental sustainability.
EP conveyor belts find application across a broad spectrum of industries, including:
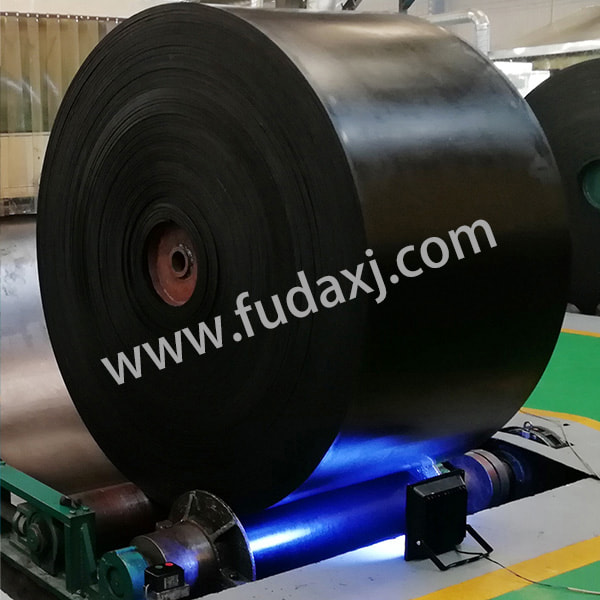
Mining: In mining operations, EP belts are used for bulk material transportation due to their ability to handle abrasive materials like coal, ores, and stones.
Food Processing: In food processing plants, these belts are essential for clean and efficient transportation of food products, ensuring hygiene and safety standards are met.
Logistics and Warehousing: EP belts are used in conveyor systems for the sorting and distribution of packages, optimizing the flow of goods in warehouses.
Automotive Industry: In the assembly lines of the automotive industry, EP belts provide reliable and consistent transportation of components, enhancing production efficiency.
One of the key features of EP conveyor belts is their customization options. Manufacturers can design these belts to fit specific requirements, such as length, width, and thickness, to meet the unique demands of different applications. Additionally, they can be equipped with various types of cleats, side walls, or other modifications to enhance their performance in specific scenarios.
The installation of EP conveyor belts requires precision to ensure optimal performance and longevity. It is crucial to follow the manufacturer's guidelines for installation to avoid any misalignment or tension issues that could pilot belt failure. Maintenance is straightforward, primarily involving regular inspections for signs of wear and tear, ensuring the belt's alignment, and checking for any foreign objects that could cause damage.
In conclusion, EP conveyor belts are a vital component in the modern industrial landscape. Their combination of durability, resistance to abrasion and chemicals, and energy efficiency make them a popular choice for a wide range of applications. By choosing EP conveyor belts, industries can enhance their material-handling processes, pilot increased efficiency, reduced costs, and improved safety standards.

 Fax: 0086-576-83019528
Fax: 0086-576-83019528